
专业金属激光切割加工厂家
激光切割生产线解决方案提供商
服务热线:
18803277610
18232706118
专业金属激光切割加工厂家
激光切割生产线解决方案提供商
服务热线:
18803277610
18232706118

联系人:刘经理
手 机:18803277610
电 话:18232706118
邮 箱:18803277610@qq.com
网 址:www.ruitaidq.com
地 址:河北省沧州市青县流河镇南蔡庄村南侧

第三步:切割机镜头慎防潮湿,也不能使用传统吹气的方式拭擦镜头,更不能使用热气同对镜头吹起,以免受热骤变而破坏镜头。镜头属于高精密的一起,温湿度受到严格的控制,以免影响激光切割加工镜头表面保护膜和光学精度。第四步:激光切割机镜片组装好后注意镜片的清洁和去尘,最好使用净空气喷枪清洁,勿用普通的喷枪。第五步:切割机镜头须保持绝对的干净,且莫用手直接摸镜头表面,也严格防止其他非指定物品直接接触镜头表面。在激光切割加工镜头的清洗保养中应用专业的拭擦纸轻轻从侧边往另一边慢慢拉动,以免刮花镜头表面。

在五、六十年代作为板材下料切割的主要方法中:对于薄板采用剪床下料,成形复杂零件大批量的采用冲压,单件的采用振动剪。对于中厚板采用氧乙炔火焰切割;七十年代后,为了改善和提高火焰切割的切口质量,又推广了氧乙烷精密火焰切割和等离子切割。为了减少大型冲压模具的制造周期,又发展了数控步冲与电加工技术。在选择激光切割机的同时,先要确定激光切割加工能否符合加工的需要,激光切割在切割时候无需模具,这样大大的节约了切割时间和成本。激光切割采用数位影像输入,只需几分种的时间就能够完成,相对其他切割设备带来了更多的是便捷和性能。激光切割加工设备在切割过程中采用软件工程来精确控制激光光束的运行,也是当今切割技术的一种标志。
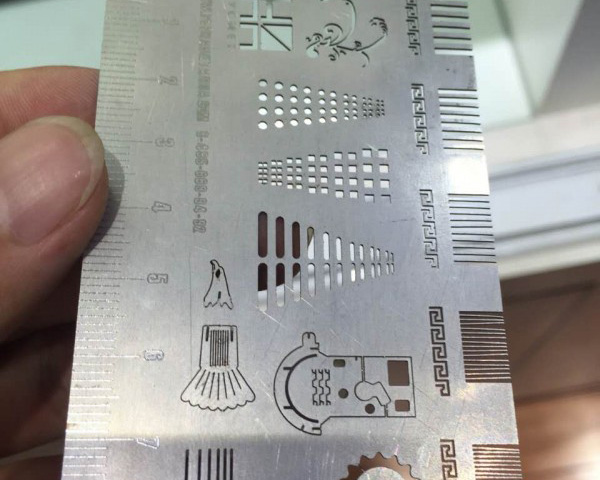
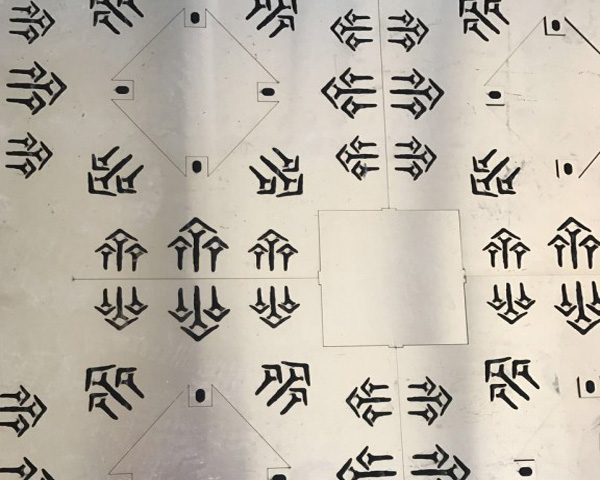
对于一些对图案或者精度比较高的不锈钢切割,采用激光切割加工进行加工时一个不错的选择。首先激光切割精度非常高,适用于各种精密配件和各种工艺字、画、图案、屏风等产品的切割,金属材质的割缝宽度为0.03mm,最小误差小于0.01mm。因为图案或者切割产品复杂的话需要进行路径,这样激光切割不锈钢的优势就体现出来了。因为激光切割加工的加工速度是线切割加工速度的100倍以上,所以对于图案复杂、工期较短的不锈钢切割工程都可以很好的驾驭。另外因为采用的是激光直接切割,所以表面不易变形且切割的表面十分平整,不会出现斜角。

(4)在拥有两个热源的氧化熔化切割过程中,如果氧的燃烧速度高于激光切割束的移动速度,割缝显得宽而粗糙。如果激光切割束移动的速度比氧的燃烧速度快,则所得切缝狭而光滑。对于容易受热破坏的脆性材料,通过激光切割束加热进行高速、可控的切断,称为控制断裂切割。这种激光切割加工过程主要内容是:激光束加热脆性材料小块区域,引起该区域大的热梯度和严重的机械变形,导致材料形成裂缝。只要保持均衡的加热梯度,激光束可引导裂缝在任何需要的方向产生。 要注意的是,这种控制断裂激光切割加工不适合切割锐角和角边切缝。切割特大封闭外形也不容易获得成功。控制断裂切割速度快,不需要太高的功率,否则会引起工件表面熔化,破坏切缝边缘。其主要控制参数是激光切割功率和光斑尺寸大小。激光切割机系统一般由激光发生器、(外)光束传输组件、工作台(机床)、微机数控柜、冷却器和计算机(硬件和软件)等部分组成。
1、速度:氮气切割仅仅依靠激光熔化材料,需要时间较长,切割速度较氧气切割慢。2、功率:氮气切割要求高功率保证持续的村质熔化。一律在100%左右。3、焦点位置,氮气切割完全依靠激光能量焦点下移能够增强光束能量要求焦点接近板材的底端。氧气切割则要求焦点在板材表面。4、穿孔气压到切割气压的转换时间,氮气切割时穿孔气压为2*105Pa,和激光切割加工切割气压有很大差距。气压陡然上升容易导致激光断弧。提供几十毫秒的缓冲时间使气压平衡过渡,保证切割质量。氧气切割时穿孔气压和切割气压差距很小,不需要提供这个转换时间。5、加速因子,激光切割加工切割改变方向时的加速度。氮气切割时因能量需求增加,所以一般低于1m/s2,而且随厚度的增加而急剧降低。氧气切割时为一般1m/s2左右,而且不随厚度剧烈变化,而是小幅下降。
联系人:刘经理
手 机:18803277610
电 话:18232706118
邮 箱:18803277610@qq.com
网 址:www.ruitaidq.com
地 址:河北省沧州市青县流河镇南蔡庄村南侧

(扫一扫浏览手机站)

